|
美达新工作测量和生产线平衡系统
作为美达新科技最新推出的软件产品,美达新工作测量和生产线平衡系统整合了工作测量和生产线平衡技术,实现了两者之间的无缝衔接,因而功能更全面,使用效率更高,管理更方便。本软件系统采用现代人体工程学和工业工程的技术为背景,在工作测量方面使用世界最先进的预定时间系统,排除了人为主观因素在分析过程中的影响,结果准确、客观、可靠。通过利用国际上通行常用的MSD预定时间系统、标准数据、经验数据,以及美达新科技自身的科研成果,可简单快捷地对各种工作进行测量,并在工作测量的基础上分析和改进作业方法,建立标准工时,以对生产活动进行量化控制和管理。在生产线平衡方面,则结合最优化算法和美达新科技研究建立的数学模型,对最多可达上千万的设计方案在数秒时间内完成比较挑选的过程,锁定生产效率最高的方案。整个平衡过程通过数据和图表的可视化交互界面展开,既可直接调用工作测量模块建立标准工时进行平衡,也可使用其他方法建立的标准工时进行平衡。从而具备高效、灵活、方便、适用性强的特点,可快速地对生产流程中各个工位的生产速度进行平衡,以达到不同工位的同步生产,对全程人力物力进行科学配置,达到最优化,减少浪费,提高效率,降低成本。此外,美达新工作测量和生产线平衡系统还提供全面的管理功能,可以把各项标准工时分析细节和生产线平衡方案存入数据库,随时查询调用,以供后备之需。美达新工作测量和生产线平衡系统可帮助各类制造企业准确快速建立标准工时,可用于连续式和单元式装配线、生产线的布局设计和管理,在技术上已领先于国际同类产品的水平,从而为工作测量和生产线平衡工作带来极大的便利,是制造业精益生产的强有力辅助工具。
以下通过多个界面窗口介绍本软件的功能: |
|
1. 本软件运行时,将可选择是进行工作测量还是生产线平衡,而生产线平衡则可选择是按预定工人数量还是按要求线产出平衡,是单品种还是混合品种生产线。如图1所示。
图1 |
|
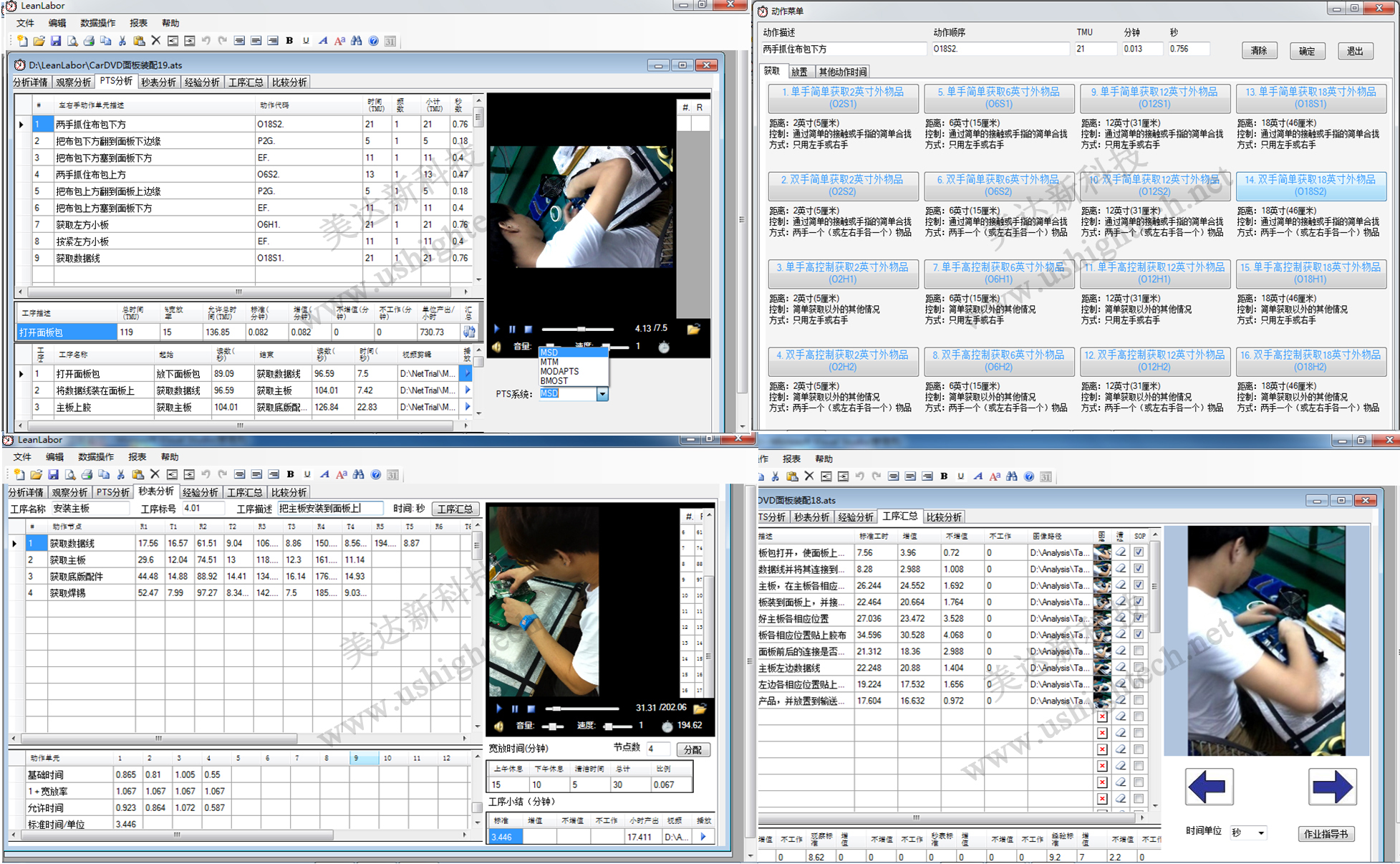
2. 当选择工作测量时,分析窗口打开如图2所示。用户
可从数据库导入工作测量档案,也可打开已存的工作测量文件,或者开始一个全新的工作测量分析。此窗口的各文本框、工作表的描述及频数栏目可输入相关的内容。工作表的动作代码、时间、
小计等项则不须填写,其内容将自动计算后填入。本窗口具有完善的编辑功能,并配有简便易用的工具栏按钮和菜单,故用户可非常方便的编辑修改数据。所有的时间值将自动产生,该窗口的底部并有一实时的总结部分
,双击当前行的代码域将打开工时建立窗口。
如想转换到生产线平衡分析模块,则点击生产线平衡按钮即可。 |
|
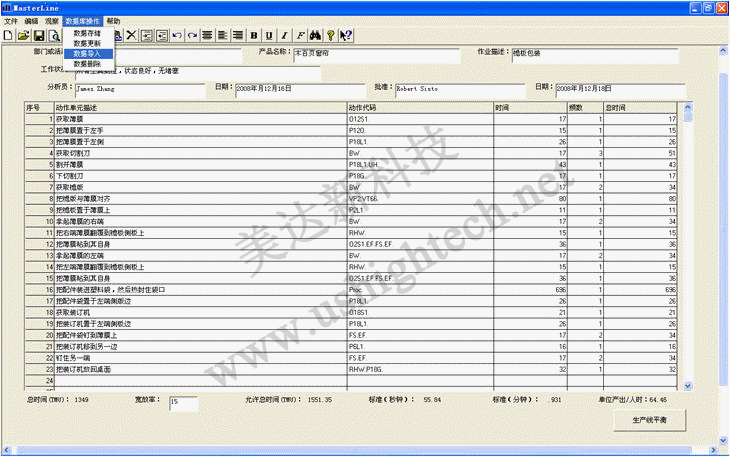
图2 工作测量分析窗口 |
|
3. 工时建立窗口(如图3所示)打开后,用户可点击相关动作种类的标签以选择动作类型。这时对应的动作情形列表将显示出来。点击列表中的相关选项, 在TMUs、
分钟、和秒文本框中将显示相应的时间值。而动作序列文本框则将显示对应的动作代码。用户可人工输入和编辑描述文本框中的内容。如果用户出错并想改正的话,只需单击清除按钮。这样动作序列、TMUs、分钟、和秒文本框的内容都将清空。 |
图3 工时建立窗口 |
|
4.
如果用户想在数据库中贮存或提取动作单元,可单击资料库按钮打开单元库窗口,如图4所示。这样用户可选择添加、删除、选择、和搜寻记录。该窗口的上和下按钮有助于用户重新排列各记录在数据列表中的位置。操作完成后单击完成按钮,程序将回到工时建立窗口,而从资料库中选择动作单元的内容将在TMUs、分钟、和秒文本框中显示出来。单击取消按钮可无操作退出该窗口。 |
图4 单元库窗口 |
|
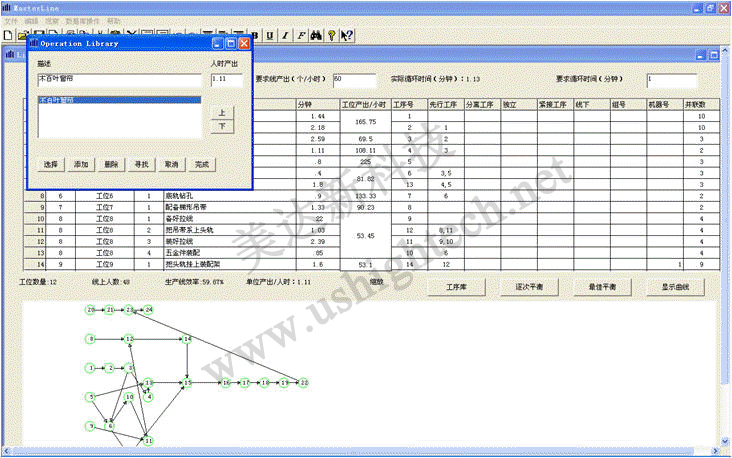
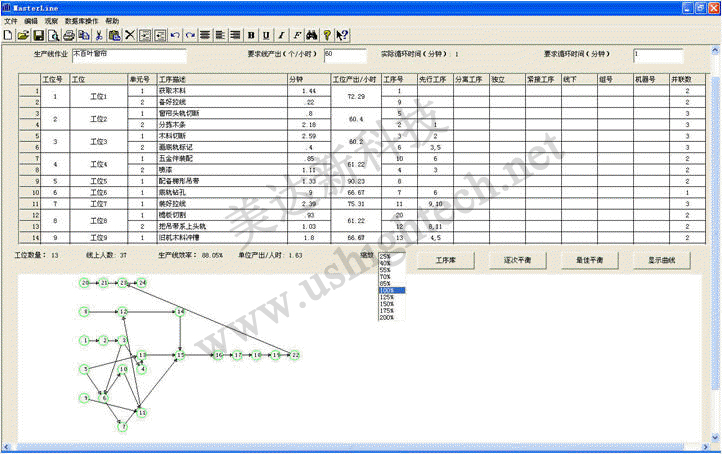
5. 如用户在本软件开始时选择生产线平衡模块,则工位平衡窗口打开,如图5所示。用户可从数据库导入生产线平衡档案,也
可打开已存的生产线平衡文件,或者开始一个全新的生产线平衡分析。在此窗口输入各工序标准时间数据、各工序间的关系和约束。在数据输入过程中窗口的下半部分将自动绘制出工序优先次序图。然后采用成熟而先进的算法对各工位进行优化配置。用户可逐次获取不同的优化方案,然后根据自己的实际情况和喜好选择最适合的方案,也可由软件本身挑选出最优的方案。本软件运算速度快,可在瞬间完成成千上万次的运算。
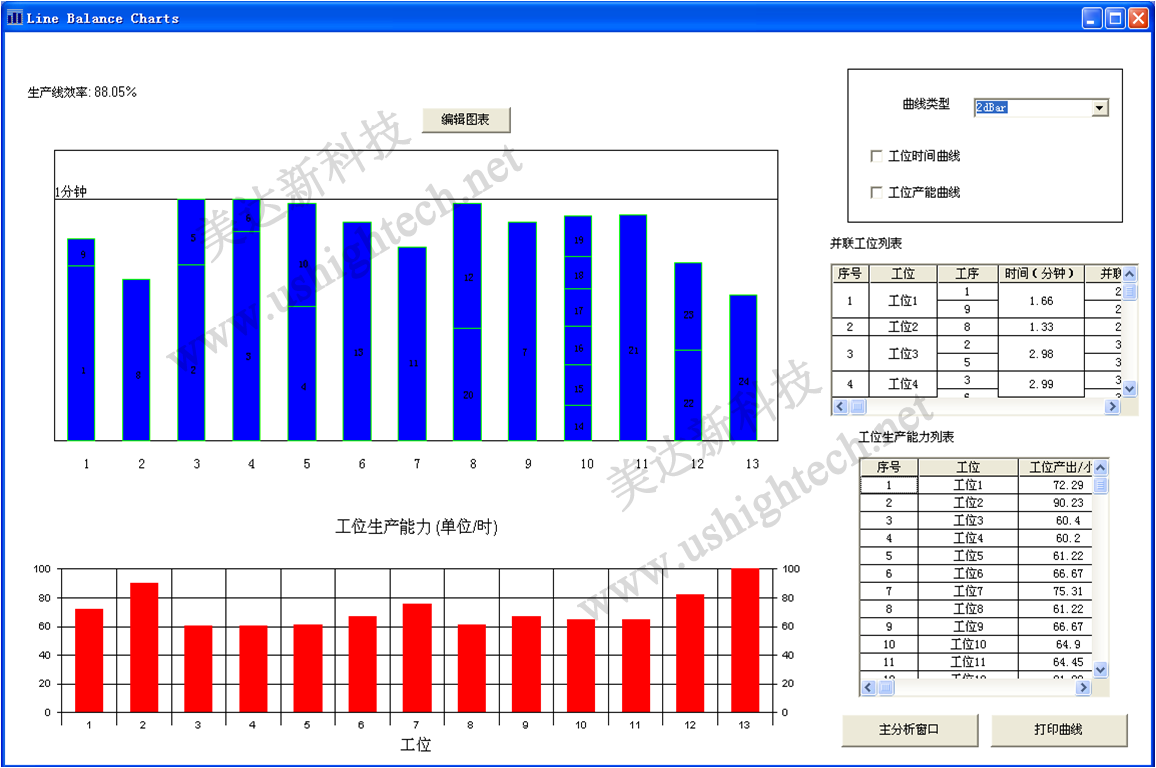
图5显示的是某跨国公司的木百页窗帘生产线设计实例。从图中可以看出,用本软件平衡前的生产线效率仅为60%不到,生产线上员工人数需48人,单位产出/人时是1.11。用软件平衡后,生产线效率提高到88.05%,生产线上员工人数减少到37人,单位产出/人时则增加到是1.63。该生产线平衡前后的生产率都是每小时60件。由此可见,由于生产线效率的大幅提高,生产同样数量产品的劳动成本大大降低了。 |
|
平衡前 |
|
平衡后
图
5 工位平衡窗口
|
|
6. 在生产线平衡过程中,用户可把工序存放在工序库(如图6所示)中,以方便今后提取。这项功能大大简化了以后的生产线平衡工作。
在工序资料库中,用户可以添加、删除、选择、以及寻找工序,所有操作只需按动几下鼠标即可完成。所选择的工序将自动在工位平衡窗口中显现。 |
图6 工序库窗口 |
|
7. 生产线各工位的配置情况可以在平衡曲线窗口中用曲线表示出来,如图7-1和图7-2所示。该窗口有两个曲线图,一为生产线工位时间曲线,一为生产线工位生产能力曲线。用户可选择各种不同的二维或三维曲线类型表示平衡结果。此外,用户如对平衡的结果不甚满意,可手工对曲线中的工序单元进行移动、拷贝、删除、改变等操作,改动后的结果自动在工位平衡窗口中显示出来。 |
|
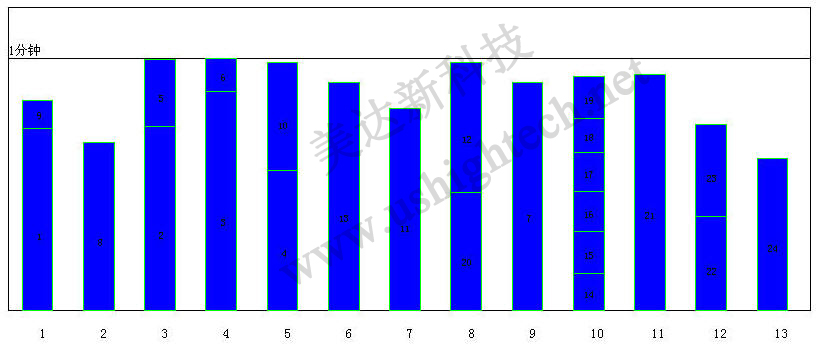
图
7-1 工位工序配置图 |
|
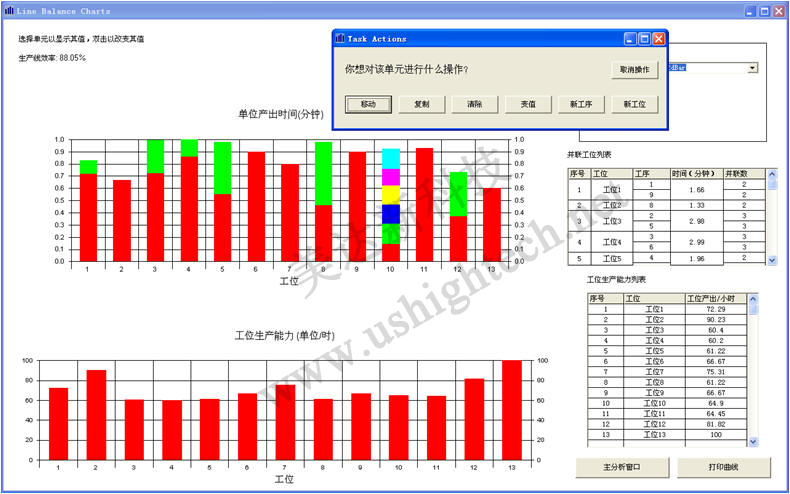
图
7-2 平衡曲线窗口 |
|
8. 本软件可预览或打印出整洁的分析报告,
如图8所示。 |
|
图8 报表 |
|
本软件分析结果既可以存在数据库内方便以后调用,同时可保存为本身的格式
的文件,也可保存为Excel和HTML的
文件格式,以便用户根据自己的喜好自由选择。此外,本软件还提供祥细的帮助文件, 用户因而可很容易地学会使用本软件。本软件支持Windows
XP、Win
2000、Win
2003、以及Windows
2008 Server,支持简体、繁体、及英文界面,是企业推行精益生产管理的得力助手。
现在就开始行动吧! 越早使用本软件,您就可在生产中节省越多的钱。在一次过花费了不多的价钱以后,您就可开始每天节省成千上万的成本,实施精益生产管理。
回到顶部 |